






四方伺服控制系统特点
(1)CA500伺服驱动器基于大裕量硬件平台设计,可120%重载长期运行,过载能力强;
(2)CA500驱动器可选择两种定位信号给定方式,可用高速脉冲给定和模拟量给定;
(3)CA500全系列内置制动单元,用户可按需配置制动电阻实现快速制动效果;
(4)灵活强大的可扩展平台,通过搭配旋变卡、IO扩展卡,满足各类不同的工艺现场要求;
(5)优异的伺服电机控制算法,不仅可以驱动行业通用的同步电机,更是针对CM500同步电机进行算法优化,充分发挥配套使用的伺服系统的快速响应特性和稳定性;
(6)根据位置偏差选择的双PID控制,实现高响应的位置控制。









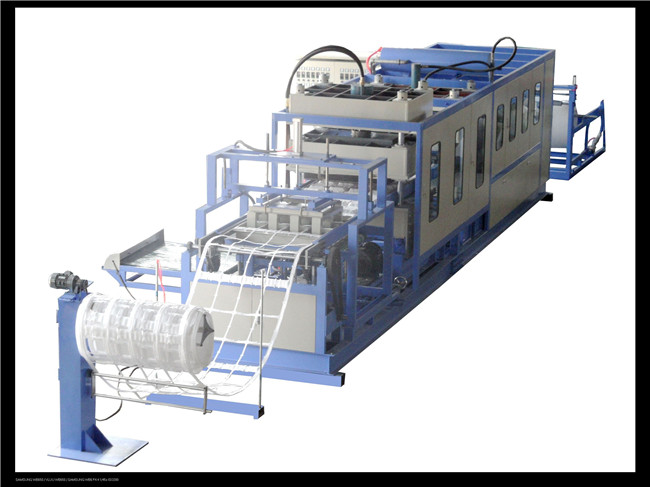
发泡餐盒成型机生产线特点:
1. 产量高:较同行厂家高30%;
2. 能耗低:较同行厂家低30%;
3. 第二级挤出尾部不漏料,不漏气;
4. 片材厚薄调节为机头外调节(实现不停机调节片材厚度,特殊需要可在触摸屏调节);
5. 稳定性好:计算机控制加热元件,计算机驱动伺服阀控制冷却器,特殊设计螺杆;
6. 可靠性:二十年制造历史经验,不断改良和,具有实用性,操作灵活。元器件选用国际大品牌,整机寿命长,故障率低。
工艺流程: 配混主、辅原料(可以自动配混)→自动混料→自动加料→挤出机
塑化→注入发泡剂混练→换网器过滤→第二级挤出机冷却、均化→模头挤出→冷却定型→牵引→消除静电→收卷
→包装→入库。
餐盒机自动化及各装置简单介绍如下:
1、工作流程:吸纸→闸纸→快速送纸→加热→进入成型模→稳定成型→成品→成品自动堆积。由于整机采用气阀控制,所以工作之前必须先起动气泵并具备一定的气压条件。
2、供料系统:纸张必须较平整的放在纸槽内,在纸槽上部设有物位检测装置,要求纸张有一定数量的储备,若缺纸会自动报警,低于物位极限值整机会自动停车。
3、安全防护装置:为防止事故发生,在工作台成型模的下方设有红外保护控制器,当有异物存在时,成型模不能下降,并发出报警信号。
4、操作方式:餐盒机操作为全自动,当纸槽内纸张堆放高度大于物位要求值,机器处于正常状态下就可按起动键整机可全自动工作。
5、进行记录输出:能预置并随时显示产品数量。
您好,欢迎莅临富士包装机械,欢迎咨询...
 触屏版二维码 |






